Engineered in Australia's Service: The Company Behind the NMRV Worm Gearbox
We are a specialist manufacturer of aluminium-housed NMRV worm gearboxes serving Australian OEMs, maintenance contractors, and project engineers. We focus on one product family, build it to a documented standard, and back it with in-country engineering support and a direct-from-factory supply model that keeps the feedback loop tight between site reality and production-floor decisions.
A Focused Manufacturer, Not a Catalogue Reseller
We exist because most imported worm gearboxes entering Australia are catalogue generalists, sized for a theoretical European 25 °C ambient and shipped without meaningful engineering support behind them. We built our company around a different proposition: one core product family - the NMRV worm gearbox - engineered specifically for the operating realities of Australian industry and supported by an engineering desk that understands what a Pilbara dust-ingress specification actually means.
Our Starting Point
We started as a small team of mechanical engineers who had spent years specifying, installing, and troubleshooting worm reducers across Australian packaging plants, dairies, water-treatment sites, and mining operations. What we saw on repeat was a gap between catalogue datasheets and actual installed performance - coastal corrosion on painted cast-iron housings, seal degradation from nitrile compounds running above their thermal rating, and catalogue service factors that did not survive a single wet season.
How We Are Different
Rather than trying to be a full-range transmission house, we chose to specialise. We manufacture the NMRV worm gearbox family in-house, from gear-hobbing through final assembly, and we do not outsource critical machining operations. This integrated model lets us make material, tolerance, and finishing decisions that would be impossible for a reseller to influence. The result is a product that carries the specific design choices - ADC12 aluminium housing, viton lip seals, synthetic PAG lubricant, precision-ground worm geometry - that Australian conditions actually reward.
We explain every one of these design decisions in plain engineering language on our homepage technical section. If a feature cannot be traced back to a real operating constraint, it does not make it into our specification.

Mission, Vision and Engineering Values
We publish these statements because we hold ourselves to them internally. Every product design review, every supplier audit, and every customer enquiry is expected to be consistent with the commitments below.
Our Mission
We manufacture worm gearboxes that Australian engineers can specify with confidence, knowing the installed performance will match the catalogue rating under real site conditions. We refuse to publish technical data we cannot defend, and we refuse to ship a product that would not meet our own sign-off standard.
Our Vision
We want to be the worm-gearbox supplier Australian OEMs and plant engineers turn to first - not because we are the largest or cheapest, but because we are the most reliable on technical detail, the most responsive on engineering support, and the most consistent on quality. Scale follows trust, not the other way round.
Engineering Values
We make decisions with data, not slogans. We prefer narrow expertise over broad claims. We treat every field return as a source of learning rather than an exception to be argued. And we treat our customer's engineers as peers - with the plain-language, evidence-based communication that engineer-to-engineer conversations require.
How We Got Here
A short history of how a small engineering team with an opinionated view on worm-gearbox design built the manufacturing capability, quality system, and Australian supply infrastructure we run today. Dates are rounded to the nearest year for readability.
Founding Year
We started the business with a single goal: produce a worm gearbox that would not fail in the conditions where most imported units fell short. Early production was limited to the EPNMRV050 and EPNMRV063 frames, serving a small group of Australian packaging-equipment OEMs.
In-House Gear Cutting
We brought gear-hobbing and grinding operations fully in-house, moving away from dependence on external gear-cutting subcontractors. This step was the single biggest contributor to the quality consistency that now defines every unit leaving our works.
ISO 9001 Certification
Our quality management system achieved ISO 9001:2008 certification, formalising the traceability and inspection protocols we had developed organically. The certification was subsequently upgraded to the current ISO 9001:2015 standard.
Range Expansion to 8 Frame Sizes
We completed the single-stage range from EPNMRV025 through EPNMRV130, extending our reach from packaging and light industrial applications into mining, heavy material handling, and cement-mill duty. Combined two-stage and helical pre-stage variants followed shortly after.
Australian Supply Network Established
We formalised our Australian distribution and supply network, giving local OEMs and maintenance buyers a direct route to factory-supported product and technical documentation. The network resolved the communication friction that had been a recurring pain point for our Australian customers.
80,000-Unit Annual Capacity
We reached 80,000 units of annual production capacity with the commissioning of our second machining hall. Production floor area exceeded 8,000 square metres and our in-house engineering team grew to support increased OEM design-in work.
Inch-Series NRV Launch for North-American Retrofits
We launched the NRV inch-series family to serve Australian sites retrofitting North-American-spec equipment - particularly food-processing plants and packaging OEM machinery with imperial shaft, bore, and NEMA flange dimensions. This extended our mechanical-envelope compatibility with the US-origin installed base in Australia.
Where We Are Now
We serve Australian customers across 7 primary industry sectors with direct-from-factory supply, engineer-to-engineer technical support during AEST/AEDT business hours, and a product family we are proud to put our serial number on. Our engineering desk remains the single point of contact for every enquiry, sizing request, and drawing review.
Manufacturing Capability and Process Control
The six capability blocks below describe the actual equipment, processes, and controls we run. Every statement below is verifiable during customer factory-audit visits, and documentation is available to support tender-response submissions on request.
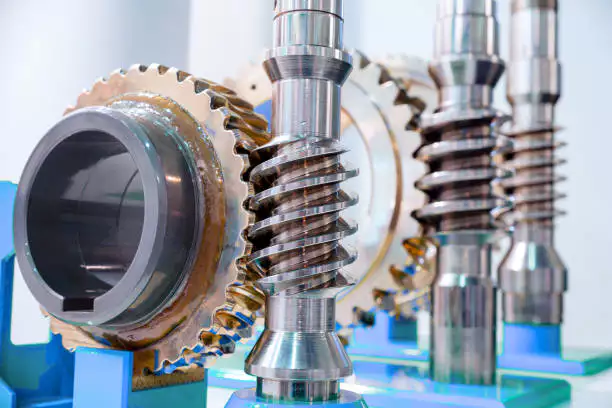
Gear Hobbing & Grinding
We cut worm shafts on Japanese and German gear-hobbing machines, then grind the worm profile after heat treatment to ISO-grade 6 quality. The grinding step is non-negotiable - it is the single control that determines worm-wheel engagement quality across the operating speed range.
- Hobbing precision: AGMA Class 10 equivalent
- Grinding finish: Ra 0.8 µm or better
- Tooth profile inspection: 100% on production worms
- Heat treatment: Controlled carburising with core-hardness verification
Centrifugal Bronze Wheel Casting
Worm wheels are centrifugally cast from CuSn12 tin-bronze alloy in our own foundry, seasoned, hobbed, and then lapped as a matched pair with the designated worm. Centrifugal casting produces denser, more uniform metal than gravity casting and delivers the static-load capacity we need.
- Alloy: CuSn12 tin-bronze, controlled composition
- Seasoning: Stress-relief cycle before machining
- Wheel-to-worm matching: Lapped as factory-paired sets
- Hardness: 85 to 110 HB controlled range
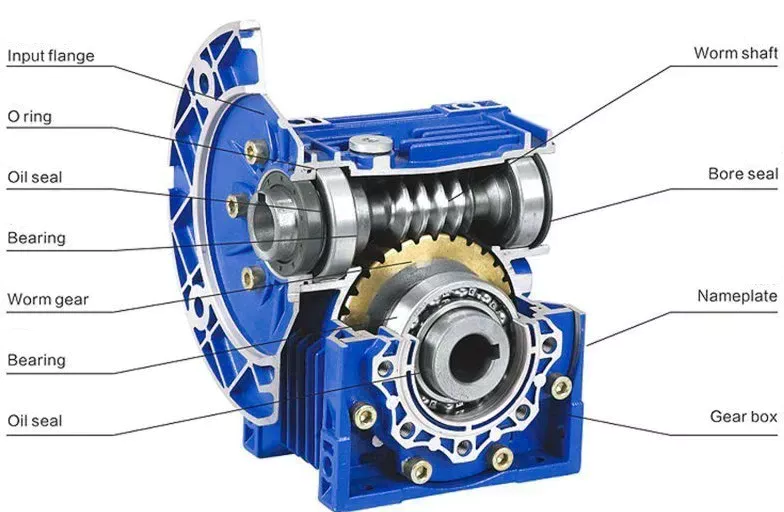
CNC Housing Machining
Die-cast ADC12 aluminium housings are machined on multi-axis CNC centres, with bearing-bore concentricity and flange-face perpendicularity held to tight tolerances. The mounting-face geometry directly affects shaft alignment under load, and is one of the first things we check during quality audits.
- Bearing bore tolerance: H7 throughout
- Flange-face perpendicularity: within 0.02 mm
- Oil-plug face machining: full seating surface
- Surface treatment: Baked-enamel finish, marine-grade optional
Assembly & Oil Fill
Every gearbox is assembled in clean-room-grade assembly cells to prevent particle contamination during build. Oil fill is matched to the declared mounting orientation (B3, B6, B7, B8, V5, V6), and each unit is pressure-tested for seal integrity before packaging.
- Assembly environment: Controlled particle count
- Oil fill: Synthetic PAG VG 320 standard
- Seal pressure test: 100% of units
- Serial-number traceability: 5-year record retention
Dynamometer Testing
Our end-of-line test cells run each unit on a closed-loop dynamometer across the catalogue torque range, with temperature rise monitored on the oil sump. Units outside the acceptable noise or thermal-rise envelope are flagged for engineering review rather than passed for shipment.
- Torque range tested: 10% to 100% rated
- Noise measurement: Semi-anechoic booth, 1 m distance
- Temperature rise: Monitored during run-in
- Reject rate: Targeted < 0.3%
Engineering Support
The engineering team that designs our products is the same team that supports customer enquiries. This is deliberate - when a retrofit question or a sizing edge case comes in, the response is written by someone with authority to update our catalogue curves or sign off a non-standard modification.
- Sizing verification: Against customer duty data
- Drawing review: For OEM integration
- Retrofit dimensional check: Against competitor data
- Support channel: Engineer-to-engineer communication
Facility and Production Gallery
A selection of images from our production areas, gear-cutting shop, assembly cells, and quality control laboratory. Every space shown is an operational area - we invite serious project customers to conduct factory-audit visits by appointment.






Our Four-Stage Quality Control Process
Quality is a process, not a final inspection. We control four gates through production - raw material, in-process, assembly, and end-of-line - so defects are caught as close to their source as possible rather than being discovered at final test when rework costs are multiples higher.
Incoming Material
Every batch of raw bronze, alloy steel, and aluminium die-casting is sampled and tested against chemical-composition and hardness specifications before release to production.
In-Process Inspection
First-article inspection on every production run, plus statistical-sampling inspection during the run. Tooth profile, surface roughness, and bearing-bore tolerances are all checked against drawing.
Assembly Verification
Matched worm and wheel pairs are verified before assembly. Post-assembly seal pressure tests and oil-fill volume checks confirm the unit is ready for functional test on the dynamometer.
End-of-Line Test
100% dynamometer test across the catalogue torque range. Units outside the noise or thermal envelope are quarantined and reviewed by engineering before disposition - never passed for shipment.
Certifications and Compliance
Independent third-party audits against the standards below. Certificates are issued in our name and are available on request for tender and qualification documentation.
Industry Sectors We Serve
Seven primary sectors account for the majority of our Australian customer base. The descriptions below reflect real customer engagement - the typical enquiry profile, the frame sizes most commonly specified, and the operating conditions that shape our product decisions for each sector.
Movimentazione dei materiali e logistica
Belt conveyors, pallet-transfer systems, AGV traction axles, and bulk-handling elevators across Australian DC networks. Typical frame selection ranges from EPNMRV050 through EPNMRV110.
Food & Beverage Processing
Bottling conveyors, dairy sweep drives, spiral-freezer tensioners, and CIP-tolerant agitators. Washdown-tolerant paint systems and food-grade lubricants specified on request.
Trattamento ambientale e idrico
Clarifier drives, bar-screen rakes, chemical-dosing pump reducers, and sludge-dewatering belt drives at municipal and industrial treatment plants across regional Australia.
Agricoltura e produzione primaria
Livestock feeding augers, dairy-shed sweeps, solar-tracker azimuth drives, grain-silo unloaders, and orchard spray equipment across cattle stations, wheat belts, and horticulture.
Estrazione mineraria e lavorazione dei minerali
Aggregate feed conveyors, screen-deck tensioners, tailings-thickener rakes, and flotation-cell agitators at iron-ore, gold, and coal operations in WA, NSW, and QLD.
Heavy Construction & Infrastructure
Concrete batching-plant agitators, cable-drum winches, hoist drives, and quarry screening systems. EPNMRV110 and EPNMRV130 frames are the typical workhorses here.
Industrial Automation
Assembly-line indexing tables, robotic auxiliary drives, AGV traction systems, and cut-to-length feeders for Australian manufacturing plants running continuous-shift production.
OEM & Custom Integration
Annual-volume supply into Australian machinery builders with kanban delivery, drawing-controlled specification, and dedicated engineering-liaison contact from initial design-in.
Trans-Tasman & Pacific Export
Regular container and airfreight service into New Zealand dairy, horticultural equipment OEMs, and Pacific-region industrial customers as an extension of our Australian operations.
Why Australian Engineers Partner With Us
Engineer-to-Engineer Communication
We put serious engineering resource behind every enquiry. When a customer asks whether the EPNMRV075 will survive their duty cycle, the answer comes from the engineer who specified the gear set - not from a sales desk reading a catalogue summary. We prefer clear, evidence-based answers to optimistic ones.
Factory-Direct Supply Model
We sell direct from our manufacturing operation to end customers, OEMs, and specifier-resellers - without intermediate distributor layers that would compress our engineering support and our quality-feedback loop. Customers deal with one party, from first sizing enquiry through post-installation follow-up.
Australian Supply Network
Our Australian distribution network supplies OEMs, maintenance teams, and project engineers across all states. Common frame sizes and custom-scheduled production are both supported through the same engineering-desk relationship, with documentation and test certificates travelling with each serial number.
Documented Traceability
Every shipped unit carries a serial number linked to its raw-material batches, gear-cutting records, and end-of-line test results. This record is retained for five years and is the basis for any warranty investigation or root-cause analysis on a field return.
Ready to Talk to Our Engineering Team?
Send your duty-cycle data, retrofit dimensions, or OEM design-in query to our Australian engineering desk via email for a direct technical response from our product specialists.
At-a-Glance Company Information
Structured reference information for procurement teams, auditors, and tender-response packages. Additional detail is available on request for project-qualification submissions.
Company Identification
- Trading name: Cambio Ever-power Australia
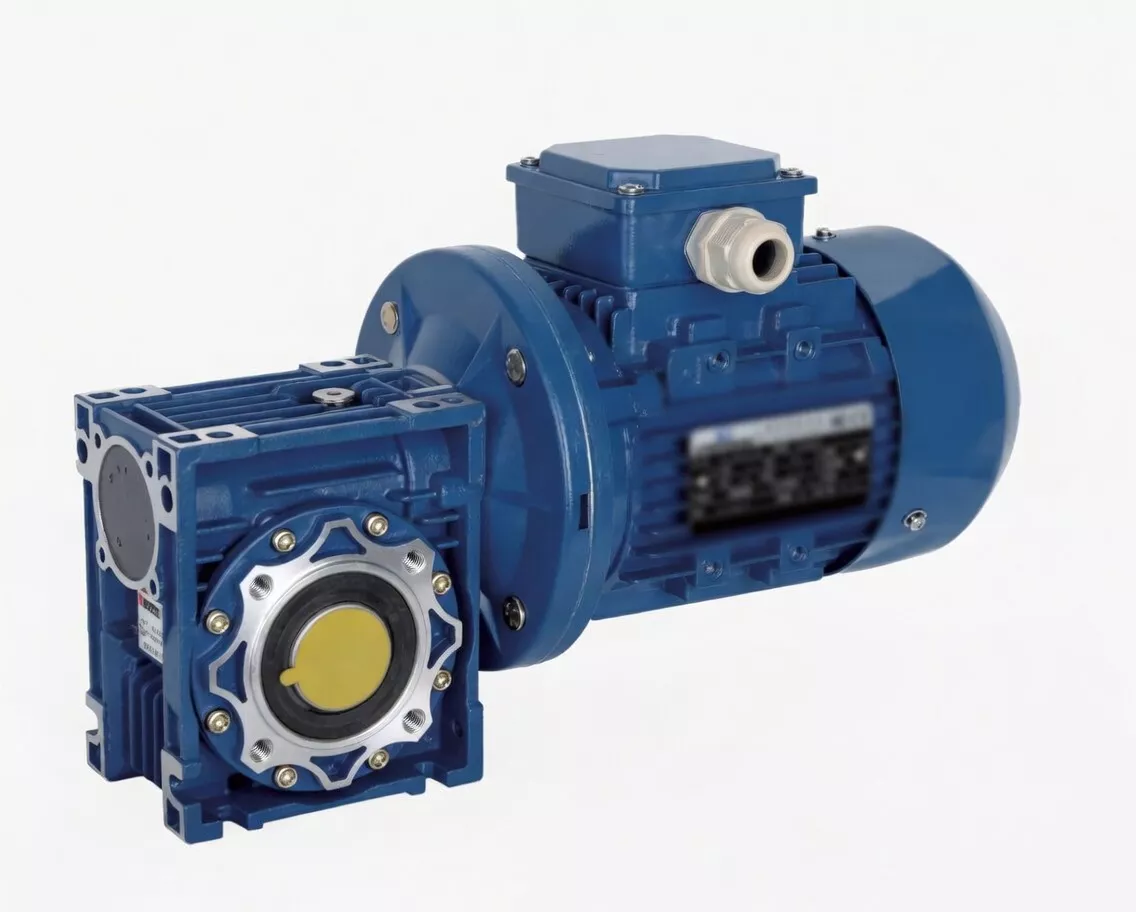
- Core product: NMRV worm gearbox family
- Year founded: 2008
- Primary market: Australia, New Zealand, Pacific
- Sales email: sales@nmrv-gearbox.xyz
- Web presence: nmrv-gearbox.xyz
Operational Scale
- Annual production capacity: 80,000+ units
- Production floor area: 8,000+ square metres
- Engineering team: In-house design and support
- Quality management: ISO 9001:2015 certified
- Product range: 8 single-stage frame sizes + combined variants
- Manufacturing model: In-house gear cutting through final assembly
Product Technical Envelope
- Frame range: EPNMRV025 to EPNMRV130
- Centre distance: 25 mm to 130 mm
- Output torque: 14 Nm to 1,318 Nm
- Reduction ratio: 5:1 to 100:1 (single), up to 10,000:1 combined
- Input motor: IEC B5/B14, NEMA 48C/56C/140TC/180TC/210TC
- Protection rating: IP55 equivalent
Support & Documentation
- Supply: Australian freight network
- Custom production: Scheduled to order
- Support channel: Direct engineering desk
- Support hours: AEST / AEDT business hours
- Warranty: Standard cover, extended options available
- Traceability retention: 5 years per serial number
Let's Start a Conversation About Your Project
Whether you are sizing a single replacement gearbox, specifying a multi-unit OEM programme, or evaluating a new supplier for your qualified vendor list, our Australian engineering desk is ready to help. Send your duty-cycle data or a competitor retrofit drawing and receive a technically complete response from the engineer responsible for the product.

























