NMRV Worm Gearbox Engineered for Australian Industrial Conditions
Australian OEMs and maintenance teams face conditions that most imported catalogue gearboxes were never designed for: coastal salt air along the eastern seaboard, 45 °C ambient in the Pilbara and Kimberley, dust-laden air across the wheat belt, and demanding washdown cycles on beverage lines. We supply aluminium-housed NMRV worm gearboxes built to the mechanical and environmental tolerances these conditions actually demand.
Our Core NMRV Worm Gearbox Range
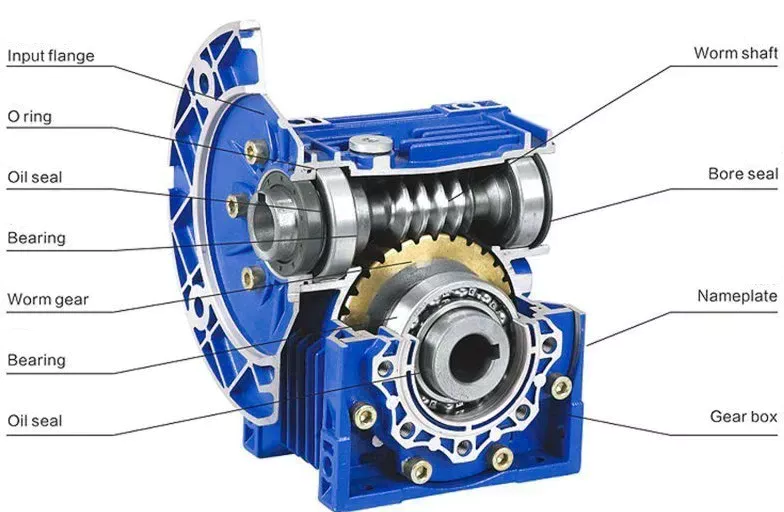
We focus on one product family and engineer it to a professional standard rather than offering a scattered catalogue. Every NMRV worm gearbox leaving our works is a right-angle aluminium-housed worm reducer built around a case-hardened steel worm and a tin-bronze worm wheel, with standardised IEC B5/B14 and NEMA 48C/56C/140TC/180TC/210TC motor flanges. Four configurations cover the majority of Australian industrial requirements.

EPNMRV025 to EPNMRV130 Single-Stage Worm Gearboxes
Our workhorse single-reduction series covering nine frame sizes from 25 mm to 130 mm centre distance. Output torque scales from 14 Nm on the EPNMRV025 up to 1,318 Nm on the EPNMRV130, with reduction ratios from 5:1 through 100:1 depending on frame size. Designed for packaging conveyors, agricultural drives, water-treatment reducers and general industrial duty across Australia.
- Centre distance25 - 130 mm
- Output torque14 - 1,318 Nm
- Reduction ratio5:1 - 100:1
- Input power0.09 - 9.2 kW

EPNMRV Combined Two-Stage Worm Gearboxes
Two single-stage units coupled at the factory to deliver combined ratios up to 10,000:1. Used when output shaft speeds below 0.5 rpm are required without chain-reduction stages - typical for solar-tracker azimuth drives, slow mixers on cement skids, and low-speed agitators in anaerobic digesters. Nine standard combined ratios are available.
- Combined ratioup to 10,000:1
- Typical output rpm0.14 - 5 rpm
- Configurations9 standard pairings
- Motor interfaceIEC / NEMA

EPPC + NMRV Helical-Worm Combined Reducers
A helical-gear pre-stage mounted to the NMRV worm reducer to expand ratio coverage upwards while reducing audible noise and improving input-side efficiency. Specified when a cleaner drive sound profile is needed (industrial automation, indoor packaging lines) or when higher ratio flexibility is required without moving to combined two-stage construction.
- Pre-stage framesEPPC063 / 071 / 080 / 090
- Noise leveltypically < 65 dB(A)
- Ratio rangeup to 1,000:1
- Motor flangeIEC B5

NRV Inch-Series Worm Gearboxes
NRV-equivalent units built with imperial shaft, bore, and flange dimensions for Australian sites retrofitting North-American-spec equipment. Interchangeable mechanical envelope with common inch-dimensioned worm reducers found in food-processing plants and packaging OEM machinery imported from the US market.
- Shaft dimensionsImperial (inches)
- NEMA flanges48C / 56C / 140TC / 180TC
- Frame sizesNRV030 - NRV130
- Output bore5/8 in - 1 3/4 in
Why These Design Choices Matter in Australia
Every design decision on an NMRV worm gearbox should be traceable back to a real operating constraint. The material selections, sealing approaches, and thermal-management details below are the specific reasons our reducers outperform generic imports in Australian conditions.
Housing - Die-Cast Aluminium ADC12
We die-cast the housing from ADC12 aluminium alloy rather than using grey cast iron. The trade-off matters because ADC12 delivers thermal conductivity roughly 3 to 4 times higher than cast iron, which directly translates to lower oil-sump temperatures during continuous duty. In 40 °C+ Australian summer ambient - common in covered packaging halls and outback cattle-station feed sheds - this thermal margin is the difference between sustained catalogue rating and chronic derating.
The second reason is corrosion. Aluminium forms a passive oxide layer that resists the salt-laden air of coastal New South Wales, Queensland, and the Pilbara without needing active paint maintenance. Cast-iron equivalents require ongoing painting and develop rust bloom at every chipped edge. Third reason: weight. Our aluminium gearbox is typically 2.5 to 3 times lighter than the equivalent cast-iron unit, which materially reduces freight cost into Australia and simplifies field installation - maintenance technicians regularly hoist our EPNMRV075 (9 kg) single-handed whereas a cast-iron equivalent would require lifting aid.
Worm & Wheel Metallurgy
The worm shaft is manufactured from 20CrMnTi case-hardened alloy steel, ground after heat treatment to ISO-grade 6 quality. Surface hardness is 58 to 62 HRC with a core hardness of 30 to 35 HRC - this hardness gradient is essential for fatigue life under pulsating loads. Softer cores deform and fracture at tooth roots; harder cores crack under shock loading. 20CrMnTi delivers the right balance.
The worm wheel is a CuSn12 tin-bronze centrifugal casting, chosen over cheaper phosphor-bronze options because tin-bronze offers approximately 25% higher static load capacity and significantly better galling resistance against the steel worm. After casting, the wheel is seasoned, hobbed, and lapped with the matching worm as a factory-paired set. Field replacement of only the wheel (without the worm) is possible but we recommend paired replacement for predictable run-in behaviour.

Thermal Management & Lubrication
Factory fill is synthetic polyalkylene glycol (PAG) gear oil at ISO VG 320 viscosity, which maintains a stable viscosity index from -20 °C cold starts through to +90 °C sustained sump temperature. Mineral-oil alternatives can drop out of film at sustained high temperatures and accelerate worm-wheel wear - a recurring issue reported on competitor units installed in Australian summer-operating plants.
Oil charge volume varies by frame size and by mounting orientation. The six standard mounting positions (B3, B6, B7, B8, V5, V6) each have a factory-calibrated oil fill because vertical orientations (V5, V6) require additional oil volume to ensure the worm wheel remains properly submerged at start-up. We supply the gearbox pre-filled for the declared mounting orientation and mark the correct fill and level plugs on the housing.
| Frame | Typical oil charge (B3 horizontal) |
|---|---|
| EPNMRV025 - 040 | 0.04 - 0.20 litres (sealed for life) |
| EPNMRV050 - 063 | 0.35 - 0.75 litres |
| EPNMRV075 - 090 | 1.1 - 1.7 litres |
| EPNMRV110 - 130 | 2.8 - 4.2 litres |
Sealing System & Environmental Protection
Standard seals are double viton (FKM) lip seals at both input and output shafts, rated IP55 equivalent. Viton is specified rather than nitrile because Australian summer ambient regularly exceeds the nitrile thermal ceiling - nitrile hardens, cracks and fails at sustained temperatures above 100 °C, which is readily reached inside an enclosed packaging cabinet during peak season.
For extreme-dust applications (feed mills, grain silos, quarry operations) we offer a labyrinth-seal upgrade on the output shaft that prevents abrasive particle ingress beyond the lip-seal primary barrier. For coastal and offshore applications we specify stainless M8 and M10 fasteners and a marine-grade chromate-conversion primer under the topcoat. A pressure-equalising breather plug is fitted as standard to prevent internal pressure build-up during thermal cycling, which is the mechanism behind most premature seal failures on unprotected gearboxes.
Australian Industry Applications
Five industry segments account for the majority of our Australian shipments. Each of the descriptions below reflects real project deployments rather than catalogue theory - sizing data, motor power ranges, and operating conditions are drawn from actual field installations.

Material Handling & Logistics
Belt and roller conveyor drives in Western Sydney and Melbourne DC operations, pallet-transfer carousels at Port Kembla bulk terminals, AGV traction axles, and returnable-crate transport lines across national 3PL networks. Typical frame selection ranges from EPNMRV050 through EPNMRV110 depending on conveyor length and throughput.

Food & Beverage Packaging
Bottling conveyors and case packers at Victorian breweries, dairy parlour sweep drives in Canterbury-equivalent operations, spiral-freezer tensioners at meat processors in Queensland, and CIP-tolerant agitator reducers at craft-beverage producers. Washdown-tolerant paint systems and food-grade H1-rated lubricant fill are available on request.

Environmental & Water Treatment
Clarifier centre drives and bar-screen rakes at regional NSW and Victorian water authorities, chemical-dosing metering pump reducers at private leachate-treatment sites, and sludge-dewatering belt-press drives. The aluminium housing resists chlorinated-water splash and the viton seal package handles caustic CIP exposure common around dosing skids.

Agriculture & Primary Production
Livestock feeding auger drives on NT and Queensland cattle stations, dairy-shed sweep arm reducers, solar-tracker azimuth drives at regional commercial PV installations, grain-silo unloaders across the Western Australian wheat belt, and orchard spray-cart steering assemblies. Superior heat dissipation from the aluminium body matters in 45 °C+ summer ambient.

Mining & Minerals Processing
Aggregate feed conveyors at Pilbara iron-ore operations, screen-deck tensioning mechanisms at Kalgoorlie gold sites, tailings-thickener rake drives, flotation-cell agitators, and sample-preparation laboratory ball-mill drives. Frame selection typically ranges from EPNMRV063 through EPNMRV130 depending on duty profile and shock-load envelope.
Custom & OEM Integration
Custom shaft extensions, non-standard output-flange machining, special output-bore keyways, bespoke surface finishes, and matched motor-gearbox assemblies for Australian machinery OEMs. We work directly with the OEM design team from initial sizing through prototype approval to series production.
Standards, Manufacturing and Engineering Capability
-
ISO 9001:2015 Certified Quality System
Every NMRV worm gearbox is produced under a documented quality management system. Incoming materials, in-process gear machining, and final assembly are each audited against written inspection criteria. Traceability is maintained from raw material batch through to shipped serial number.
-
In-House Gear Manufacturing
Worm shafts are cut on Japanese and German gear-hobbing machines and ground after heat treatment to ISO-grade 6 quality. Worm wheels are centrifugally cast, seasoned, hobbed, and lapped with the matching worm on-site. We do not outsource our critical gear-cutting operations.
-
100% End-of-Line Testing
Every unit is torque-tested on a closed-loop dynamometer, noise-checked in a semi-anechoic booth, and pressure-tested for seal integrity before packaging. Records are retained for each serial number for 5 years, which supports warranty claim handling and root-cause analysis on any field return.
-
Engineering Support in AU Business Hours
Sizing verification, mounting position recommendations, custom shaft drawings, and retrofit dimensional checks are handled by our in-house engineering team during Australian business hours. Enquiries sent to sales@nmrv-gearbox.xyz are answered by the engineer who designed the product, not by a generic sales desk.




Learn more about our production capability and company background on our about page, or return to the Ever-power Australia Gearbox homepage to browse the full NMRV gearbox catalogue.
Recent Australian Project References
A selection of recent Australian deployments that demonstrate the range of sizing and duty profiles our NMRV worm gearbox family supports. Project names are anonymised in keeping with customer confidentiality preferences.
Upgrade of 32 Clarifier Drive Reducers
A regional NSW water authority replaced a mixed fleet of ageing cast-iron worm reducers at two wastewater treatment plants with 32 EPNMRV040 and EPNMRV050 units. Specifications called for IP55 sealing, viton seals for caustic splash resistance, and V5 vertical mounting on clarifier rake drives. Units commissioned in stages over the project schedule with zero field defects reported across the full fleet.
Juice Extraction Roller Drive Upgrade
A Queensland sugar mill specified four EPNMRV130 flagship units for auxiliary juice-extraction roller drives during a seasonal shutdown refurbishment. Selection was driven by the 1,318 Nm rated torque, 210TC NEMA flange compatibility with the existing 7.5 kW three-phase motor stock, and the weight advantage of aluminium over the previous cast-iron reducers (approximately 60 kg per unit saved during installation).
Aggregate Feed Conveyor & Screen Tensioners
Six EPNMRV063 units deployed as primary crusher feed-conveyor drives and screen-deck tensioners at a Pilbara iron-ore operation. Units specified with marine-grade paint upgrade and labyrinth-seal output-shaft protection to handle the red-dust environment. The fleet has run through a full wet-season / dry-season cycle without maintenance intervention beyond scheduled oil-sample condition monitoring.
14-Unit Bottling & Packaging Line Retrofit
A Victorian craft brewery replaced a previous European-supplier worm-gearbox fleet on its bottling-hall conveyors and case-packer drives with 14 EPNMRV030 units. Daily caustic CIP washdown exposure had caused seep leaks on the original fleet within its first service season. The EPNMRV030 replacement fleet has operated through a full production cycle with no seal or paint failures reported.
Quality Certifications & Compliance
Our gearboxes and production system are independently audited against the following standards. Certificates are available on request for tender and qualification documentation.
OEM Client Sectors
We supply on an OEM basis into the following Australian and export-market machinery-builder segments. Typical OEM relationships involve a dedicated engineering-liaison contact, drawing-controlled component specification, and scheduled production release aligned to the customer's programme.
Questions From Australian Specifiers
What output torque range do your NMRV worm gearboxes cover?
Our single-stage range covers 14 Nm on the smallest EPNMRV025 frame through 1,318 Nm on the flagship EPNMRV130. Combined two-stage variants extend the usable speed-reduction range to effective output ratios up to 10,000:1 for very low-speed applications such as solar trackers. Exact torque at a specified ratio and input speed is provided on request with a sizing worksheet.
Are your gearboxes compatible with both IEC and NEMA motors?
Yes. Every frame in our NMRV range accepts IEC B5 or B14 flange-mount motors as standard, and NEMA 48C, 56C, 140TC, 180TC, or 210TC flange-mount motors depending on frame size. This dual-standard compatibility simplifies sourcing for Australian customers who may carry either European-spec or US-spec motor stock.
What is the expected service life in continuous duty?
Under rated-torque continuous duty with correct synthetic oil fill and appropriate ambient conditions, expect 20,000 to 30,000 service hours before worm-wheel wear becomes noticeable as backlash drift. Shock-loaded applications such as chicken-house feed-chain drives typically see 15,000 to 20,000 hours before planned wheel replacement.
Can you supply food-grade or washdown-tolerant variants?
Yes. We offer USDA H1-rated synthetic oil fill for direct-food-contact applications, stainless-steel fastener upgrades, and washdown-tolerant paint systems suitable for daily caustic CIP exposure. Specify the food-grade requirement at the quotation stage so we can configure the correct lubricant, seal material, and surface finish.
Do you provide engineering support for selection and sizing?
Our in-house engineering team supports Australian customers with sizing verification, mounting orientation recommendations, retrofit dimensional compatibility checks against existing installations, and custom-shaft drawing preparation. Send your duty-cycle data - required output torque, speed, service factor, and motor details - to sales@nmrv-gearbox.xyz and our engineering desk will follow up with a sized recommendation.
Do you offer custom modifications on the standard range?
Common modifications include custom output-shaft lengths, non-standard keyways (including metric 8x7 keyways on inch-bore shafts), double-extended output shafts for dual-drive applications, torque arms for shaft-mounted installations, protective output-shaft end covers, marine-grade paint upgrades, and labyrinth-seal configurations for dust-intensive service. Minimum order quantities apply for non-catalogue shaft variants.
What certifications do your worm gearboxes carry?
Our quality management system is certified to ISO 9001:2015. Products carry CE conformity for European-market export, RoHS material compliance, and IP55 ingress protection testing. Certificates of conformity are issued with each shipment and test records for individual serial numbers are retained for 5 years. Application-specific certification such as ATEX or IECEx is available on a project-configured basis.
Specify the Right NMRV Worm Gearbox for Your Project
Send your duty-cycle parameters to our engineering desk and receive a sized recommendation together with compatible motor options for your application.

























